�����ձ�FANUC��˾���R��·�µđ�(zh��n)�Ժ�����飬�R��·��͑��ƶ��ļӹ������Ԅ�(d��ng)������ϵ�y(t��ng)�����x�ľ���FANUC�C(j��)���ˡ�
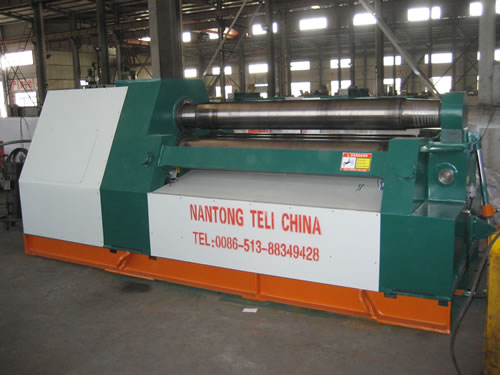
����Fanuc��˾�O(sh��)Ӌ(j��)��Mate200i�͙C(j��)���ˣ���Y(ji��)��(g��u)С�ɣ�������һ��(g��)�ͳɱ��ęC(j��)���Ԅ�(d��ng)�������ϵĽ�Q������FANUC Mate200i�C(j��)���˿�ֱ���c�C(j��)���Ľӿ��B�ӣ���������ʽϵ�y(t��ng)�b�ð���һ��(g��)6�S�ęC(j��)���ˣ�����L(zh��ng)������19in���@�N�C(j��)���˿ɰ��b���ӹ����ġ�܇(ch��)����㊴��������C(j��)���ϣ����bж�����ṩ����(w��)�����bж�߶��x����36~44in��Mate200i�C(j��)���˵��������p��ֻ��1050Ib�����������������O(sh��)����������䰲�b�����S��(n��i)�κ��c֮��ƥ������S��ӽ��ęC(j��)���ϡ�
�����R��·�µļӹ������Ԅ�(d��ng)������ϵ�y(t��ng)����(y��ng)����һ��(g��)�����bж�p�бP(p��n)������ʽ�ӹ������ϼӹ���܇(ch��)���{(di��o)ϵ�y(t��ng)�B�Ӽ��Ŀ͑�����һ��(g��)�ɹ�������
�����@��(g��)�͑�܇(ch��)�g����ʽ�ӹ����IJ��ò����������Ҫ�����������ӹ����R��·�²���FANUC Mate200i�C(j��)���˼��ɵ��Ԅ�(d��ng)������ϵ�y(t��ng)�Ѓ�(y��u)���ı��F(xi��n)��
�ڼӹ��B�Ӽ��r(sh��)���C(j��)�������Ȱ�ë�������͵�һ��(g��)��Һ���(q��)��(d��ng)���ƵĶ�ܹ����A�߿�Ѩ��(n��i)��ԓ�A�߰��b����ʽ�ӹ����Ŀ��õ�һ��(g��)�бP(p��n)�ϡ���(d��ng)�����A���ϵ�12��(g��)��Ѩ���b��ë���Ժ�ë�������_��λ���A�o��Ȼ������C(j��)���_(k��i)ʼ�ӹ���
��ʽ�ӹ����ĵķ��o(h��)�T(m��n)���_(k��i)���бP(p��n)�_(k��i)�P(gu��n)��λ�����b�M�����ĊA�߷��õ��ӹ��^(q��)��ӹ�����(d��ng)�C(j��)���ӹ������ĵ�һ��r(sh��)���C(j��)�����_(k��i)ʼ�������ë�������b���ڶ���(g��)���õ��бP(p��n)�A���ϡ���(d��ng)ë�����˲��ĵ�һ��ӹ�����Ժ��бP(p��n)��һ�θ��Qλ�á��C(j��)���ˏĵ�һ��(g��)�бP(p��n)��ж���ӹ����һ��Ĺ�����Ȼ������͵��ڙC(j��)���˷��o(h��)�փ�(n��i)�ġ����幤��վ����Ȼ��ă�(n��i)��(c��)�匢�䰲�b������վ�ϣ���ͨ�^(gu��)�@һ����վ��������Ч�ط��D(zhu��n)��ʹδ�ӹ��泯�ϣ����ٴΰ��b���A���ϊA�o��
����һ�潛(j��ng)�^(gu��)�ӹ���12��(g��)����ٴ��b�����A���Ժ��бP(p��n)��һ�θ�׃λ�ã�Ȼ���_(k��i)ʼ�����ڶ���ļӹ�����(d��ng)�бP(p��n)�ϵ�����ѽ�(j��ng)��ȫ�ӹ����C(j��)���˱���бP(p��n)��ж�������
����Ȼ���ڙC(j��)����ж�¼ӹ�������ǰ�����ð��b�ڙC(j��)���ˊA�Q�����ϵĸ��ى��s�՚⇊�죬�����z��������(g��)�A���ϵ���м����?y��n)���ж��������^(gu��)���У����ܕ�(hu��)��һЩ��м���䵽һ��(g��)�����(g��)��Ѩ��(n��i)��Ӱ���һ�����������_��λ����ë�����İ��b�M(j��n)�е�һ��ӹ���������ȫ���ӹ���ֱ������Ʒ���͵���һ�^(q��)��s��Ҫ30min�ĕr(sh��)�g��
�����R��·�µļӹ������Ԅ�(d��ng)������ϵ�y(t��ng)���������˙C(j��)���������\(y��n)�Еr(sh��)�g���ڿ͑��ă��_(t��i)����ʽ�p�бP(p��n)�ӹ������ڲ��ÙC(j��)�����bж�����ԺC(j��)�����bж���������ͣ�C(j��)����rԽ��(l��i)Խ���ˡ��C(j��)���ˏā�(l��i)�](m��i)�нo�ӹ���������κ��ϵK�� |